| Safeline X-Ray Inspection |
|
Safeline, a world leader in inline X-Ray inspection offer a range of X -Ray machines for contamination detection, portion control and package integrity inspection for bulk, glass and packaged products in the food and pharmaceutical industries. All systems feature industry-leading detector and image processing technology, simple set up and use, user-friendly intuitive operator interfaces and sealing to IP65 as standard, IP69K optional.
Safeline X-Ray inspection is a technology which is growing fast in the food and pharmaceutical processing industries. This is because of the advantages X-ray inspection has compared to other types of inspection. It also complements and extends established technologies such as metal detection and check weighing with a broad range of additional inspection capabilities.
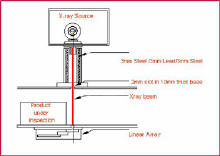
The technique measures the amount of X-Ray absorption through a cross-section of the product inside its package. The amount of absorption is related to product thickness, density and chemical composition. This allows dense contaminants to be detected, as well as checking for product defects:
1- Contamination detection
Difficult Metal Detection applications
For most metal detection applications, a Safeline Metal Detector offers the most cost-effective and proven solution.
However, Safeline X-Ray Inspection is the technique of choice for contamination detection in applications where a metal detector reaches its limits like, for example:
-
products packed in a metal container, wrapped within a metalized film or containers with a metal lid.
-
products with high salt and / or moisture content that reduce the sensitivity of a conventional metal detector
-
non metallic dense contaminants such as glass and stones, which cant be identified by an electromagnetic induction device capable of detecting metal only.
-
Limits: X-ray inspection does not allow detection of foreign bodies such as: insects, wood, hair or low density plastics.
-
Non-metallic contaminants:
Safeline X-Ray can detect most types of contaminant, so long as they are more dense than the product that surrounds them. For example:
Stones are easily detected in coffees beans; rice; nuts and many other products.
Calcified bones can be detected in meat, for example in beef and pork. (Note that non-calcified bones (cartilage) , have similar density to the surrounding tissue, consequently they cannot be detected reliably).
Glass can be detected in most typical products. In glass containers, however, the variations in thickness of the container walls, especially at the base, can be greater than the size of a contaminant. This makes it difficult to detect glass contaminations reliably in glass containers.
Certain plastics, in particular PVC, can be detected in most products.
2- Mass confirmation
In addition to contaminant detection, the X-Ray image can be used to confirm the total mass of a product, provided the products composition is reasonably constant.
3- Missing, mis-shapen or broken product
The gravimetric check-weigher inspects the weight for the complete pack whilst the Safeline X-ray system is able to check for the presence of a dense component in a specific position within the pack. This is particularly useful when the missing component weight is less than the process variation. Thus Safeline X-Ray inspection is a complementary inspection technique to check-weighing.
4- Safeline X-Ray : Automated Inspection
Obtaining high quality X-Ray images is only part of the challenge. Since the systems will be unmanned, the software must be capable of making decisions based on the images, in real time, at line speeds of hundreds of packs per minute. Safelines unique adaptive inspection routines, coupled with a suite of intelligent image analysis software allows the system to reliably inspect and reject products that are contaminated, underweight, damaged or have missing components.
In short, the answer to the question what can X-ray inspection do for you?:
Safeline X-ray inspection systems are multi purpose quality control equipment systems, which can eliminate many more complaint than all your current inspection technologies combined can. that complement and extend the capabilities of your current inspection equipment, helping eliminate customer complaints and protect your brand.
If you want to know what we can do for you please contact us.
|